The Cause And Avoidance Of Sink Marks On Plastic Injection Molded Parts
Plastic injection molding is a highly versatile and efficient manufacturing process, but it comes with its own set of challenges, like sink marks. It can arise, affecting the quality and appearance of molded parts. In this blog, we’ll delve into the causes of sink marks and explore effective strategies to avoid them, ensuring the production of flawless plastic components.
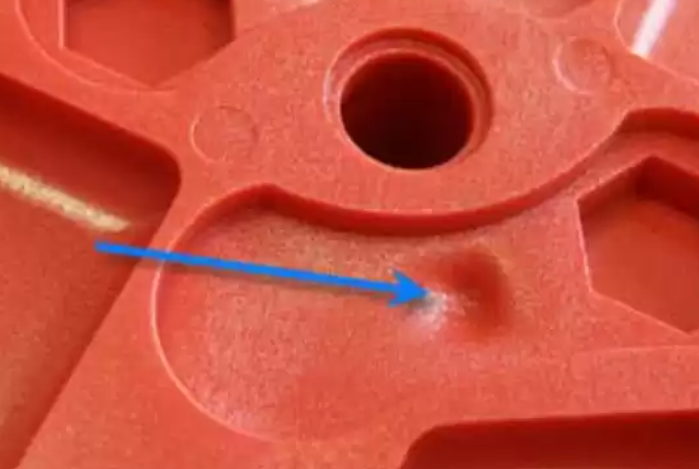
What Are Sink Marks?
Sink marks are localized depressions or dimples that appear on the surface of a plastic part. They occur due to variations in cooling rates during the molding process, leading to differential shrinkage. These marks can be unsightly, reduce structural integrity, and negatively impact the functionality of the final product.
Causes of Sink Marks
Sink marks can result from several factors, including:
Uneven Cooling: Differential cooling rates within the mold can cause some areas to shrink faster than others, resulting in depressions.
Material Selection: The choice of plastic material can influence its susceptibility to sink marks. Some materials are more prone to this issue than others.
Part Design: The geometry and design of the part, including thick sections, sharp corners, and unbalanced wall thickness, can contribute to sink marks.
Strategies to Avoid Sink Marks
Now, let’s explore some effective strategies for avoiding sink marks in plastic injection molded parts:
Packing Pressure : Packing pressure plays a significant role in the formation of sink marks. Sink marks are more likely to occur when the packing pressure is insufficient to fill the mold cavity completely. To avoid this:
Optimize Packing Pressure: Ensure that the packing pressure is sufficient to completely fill the mold cavity and compensate for any shrinkage that occurs during cooling
Ribs And Bosses: Ribs and bosses are common design elements in plastic components. However, they can contribute to sink marks if not properly designed.
Balancing Rib and Wall Thickness: Maintain a balanced relationship between rib thickness and the adjacent wall. Thick ribs can cause sink marks due to differential cooling rates.
The Seven Degree Rule: The Seven Degree Rule is a design guideline that recommends including a draft angle of at least seven degrees on vertical surfaces. This rule helps in preventing sink marks as well as easing part ejection from the mold.
Adhere to the Seven Degree Rule: Incorporate draft angles on vertical surfaces to allow for smoother part release and reduce the likelihood of sink marks.
Design of Bosses: Bosses are raised, often cylindrical, features on plastic parts that serve various purposes like attaching other components or providing structural support. They can contribute to sink marks if not designed carefully.
A Design Feature to Avoid: Avoid excessively thick bosses, as they can cause sink marks due to uneven cooling. Consider using ribs or gussets to provide structural support instead.
A Design Feature to Avoid: One design feature that should be avoided to prevent sink marks is sharp corners and edges. Sharp corners cause stress concentration points, which can lead to sink marks and even part failure.
Design Rounded Corners: Instead of sharp corners, design rounded edges and corners. This reduces stress concentrations and helps maintain uniform cooling across the part.
Conclusion
Sink marks can be a frustrating issue in plastic injection molding, but they are preventable with careful design considerations and process optimization. Proper packing pressure, appropriate rib and wall thickness, adherence to the Seven Degree Rule, intelligent boss design, and avoidance of sharp corners are all important measures in reducing sink marks. By incorporating these practices into your design and manufacturing process, you can produce high-quality plastic parts with minimal sink mark defects.